Choosing the proper pistons for a custom engine build can be a daunting task for the first timer and something many of us would simply prefer to leave up to an experienced engine builder. But for those of us who like to get our hands a little dirty from time to time, there’s no other option than to simply jump in the fire and get to measuring.
Our early Hemi engine was recently rebuilt and subsequently stored while an appropriate project car was located. In the meantime, we decided that no early Hemi is complete without a 6-71 blower to offset those big, wide heads. The only problem? The original rebuild was assembled as a low-buck, street engine with cast pistons. A little bit of boost and a lead foot and those cast pistons could end up in pieces at the bottom of the oil pan.
Since our block was recently machined, swapping out the pistons would be a simple process of disassembling the engine, taking the necessary measurements, and ordering up a set of forged slugs from JE Pistons. For the uninitiated, this process might seem a little daunting, but with the proper tools and techniques, it’s a simple matter of mathematics. CC
Sources:
JE Pistons (714) 898-9764 www.jepistons.com
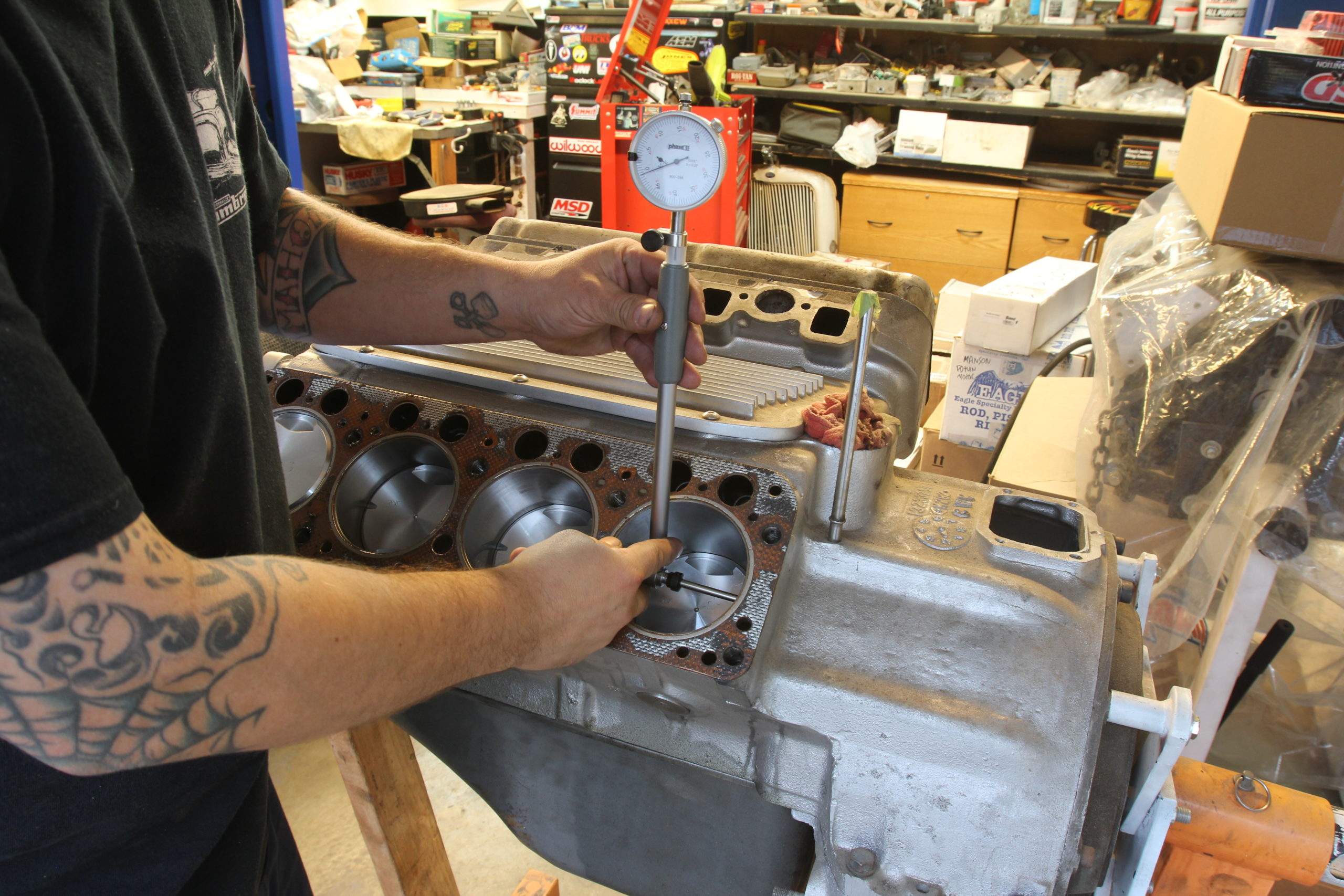
Here’s the assembled short block 331ci Hemi engine before we removed the stock-style pistons. Note that they’re stamped forty-over (0.040). This tells us that the block has been bored 0.040” oversized from stock (3.8125-inches) for a final bore size of 3.8525-inches. Armed with those specs, we compare these to the actual measurement of the bore using a dial bore gauge. Our readings indicate that the 3.8525-inch bore spec is in fact correct. Satisfied with our specifications, we downloaded the JE Pistons Custom Order Form and punched in as much information as could be provided. If this were a more common application (Chevy, Ford, etc), the chances of JE Pistons having an off-the-shelf option would be much higher; be sure to contact JE Pistons or have a look through their catalog first before ordering a custom piston.Upon arrival of our new forged slugs, we physically measured the pistons and compared that measurement against the bore of our block to ensure that we did the correct math and that our combo will yield the appropriate piston-to-cylinder-wall clearance, as called out by JE Pistons. Our new pistons are exactly as expected, so it’s onwards and upwards with the assembly. First things first, the rings need to be filed to the specifications provided by the ring and/or piston manufacturer. Ring end gap is measured by inserting each ring a specific depth in the bore and measured using a feeler gauge.Once all the rings have been filed and fit, it’s time to assemble the rotating assembly.To ease the assembly of the spring pack onto the piston, we’re going to mate each piston with a connecting rod so we can hold the assembly in a small vise while the rings are installed. The first step in mating a piston with a con rod is to install a Spiro Lock in one side of the piston.Next, the piston pin is slid through the piston and the small end of the rod, followed by another Spiro Lock. Note that assembly lube is used to ensure proper lubrication of all subassembly components during start up and break in. Careful inspection after each installation ensures the locks are installed correctly. Next, it’s time to install the rings, starting with the oil control rings. I like to install the expander ring with its gap at the top of the piston (12 o’clock) and the top and bottom oil rings at four and eight o’clock respectively. The second compression ring is installed at a 6 o’clock position while the top compression ring is installed in a high noon position. Note that any markings on the rings should face upwards (towards the head). If in doubt, consult the ring manufacture. Here’s one bank of cylinders filled with new pistons and ready to make some serious power. With the rotating assembly complete, I like to double check the damper with an actual TDC reading as it’s easier to do now before the heads are installed.
Related posts:
Holley Terminator Stealth 2×4 We cover the basics of setting up a 2×4 Holley Terminator Stealth EFI System By Ryan Manson * clampdowncomp@gmail.com Sources: Holley (866) 464-6553 www.holley.com...
383 SBC Build, Part III Installing the top end of our 383 blower build 383ci SBC Build, Part III By Ryan Manson * clampdowncomp@gmail.com With the short block assembled for our 383 supercharged project motor, it’s time to shift our attention once again; this time to the heads and valve train. Like the rotating assembly,...
383 SBC Build, Part V Blowing the Build 383 SBC Build, Part V: A Prototype Never Produced- Chevrolet’s “Super-Fire V8” By Ryan Manson * clampdowncomp@gmail.com Here’s the valve-in-head V8 as only the leader can build it and here are some wonderful things it brings you: 578 horsepower and 620 lb-ft. torque made possible by the...