A Rusty Shell of a ’40 Ford Gets Some Much Needed Sheetmetal Repair
By Ryan Manson * clampdowncomp@gmail.com
Let’s face it, we’ve come to the time in hot rodding’s long history where it’s very rare to find an unmolested early Ford body that doesn’t need a ton of sheetmetal repair work. Sure, there’s the random “barn find” that surfaces from time to time, but the majority of pre-war cars that haven’t seen the road in a half century or more are gonna need a lot of TLC. My ’40 Ford coupe is exactly that.
Purchased on a lark after my dad forwarded me a link to an online auction, my interest was piqued more out of curiosity than of acquisition. After noticing, on the last day of the auction, that bidding had stalled back on the second day, I thought, “I’ll bid it low. What’s the worst thing that could happen?” Well, the result may not have been the worst thing, but it wasn’t what I was expecting. I won the auction and now needed to get said hunk o’ rust from Wisconsin to California and STAT as Winter was coming quick.
As one is wont when buying a car sight unseen, I carefully inspected every image and decided that worst case scenario, if I had to simply cut my losses, I could most likely part the car out and break even. That said, I figured that there had to be enough sheetmetal worthy of repair that that situation probably wouldn’t be the case. A few weeks later when the car arrived on my doorstep, I was pleasantly surprised at the condition of the coupe.
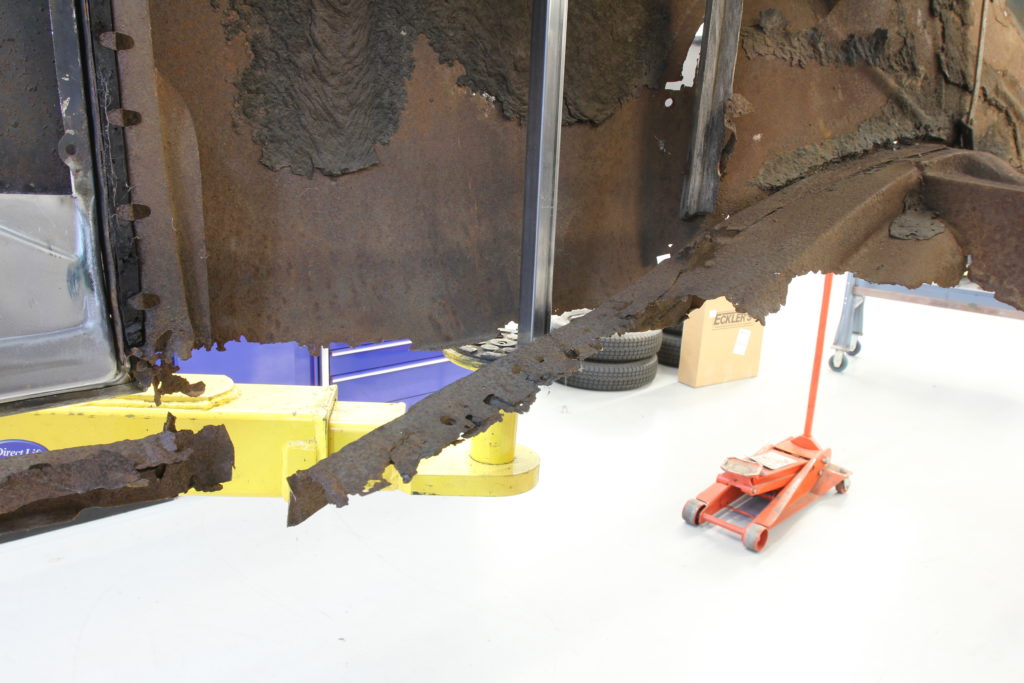
But, that’s not to say the car was in any kind of “restorable” condition upon delivery. As the images clearly showed, the coupe lacked any type of floor, the firewall was damaged beyond repair, and the trunk area also suffered from similar destruction. A decent body otherwise, salvageable sheetmetal, and a complete, original chassis made the deal worthwhile, but it was going to be a long road.
One of the factors that played into me taking the risk of buying a car sight unseen was the fact that I knew what components could be replaced with new. Case in point, I knew that United Pacific carried new main floors, trunk floors, subrails, under decklid, and firewall replacement panels. Repair panels for the lower rear quarters and lower doors are also available. That alone covers 95% of the damage that could be seen. Since the ’40 Ford has been an extremely popular model since its inception, original parts are common, so it wouldn’t be too hard to piece a solid car back together.
Before we jumped into the fire however, we decided that it would make more sense to scrap the original chassis and opt for a new roller from Fat Man Fabrications. Since the condition of our original frame was unknown, we didn’t want to run the risk of rebuilding the body on a crooked, twisted, or otherwise damaged frame. After removing the body and rolling the frame out from under, it turned out to be a good decision as the original chassis had a bit of a twist to it and suffered from some pretty serious rot. Cast aside, we began our body repair by placing the new United Pacific sheetmetal on the new Fat Man Fab chassis using a reproduction body mounting kit. Checked and double checked for square, we then set our sights on preparing the shell of our body to receive the new floors.
Using similar techniques as those used in the original Ford factory for attaching the sub rails and floor panels, the project turned out to make quick headway. After removing myriad spot welds from the rotting panels that were still attached to the original body, those same spot weld locations will function to attach the new sheetmetal. Moving slowly and carefully as the new panels were tack welded in place, our original body was starting to return to a much more solid state. Where the b-pillars hung in the breeze, barely allowing the doors to latch, with the new subrails and floor attached, things were squaring up nicely.
Repairing and replacing floors in a car this large might seem a daunting task at first. And to be fair, it is a large project. But with the quality of new sheetmetal parts and a patient, watchful eye, a body even as damaged as ours can be brought back to a restorable condition in couple days’ time. CC
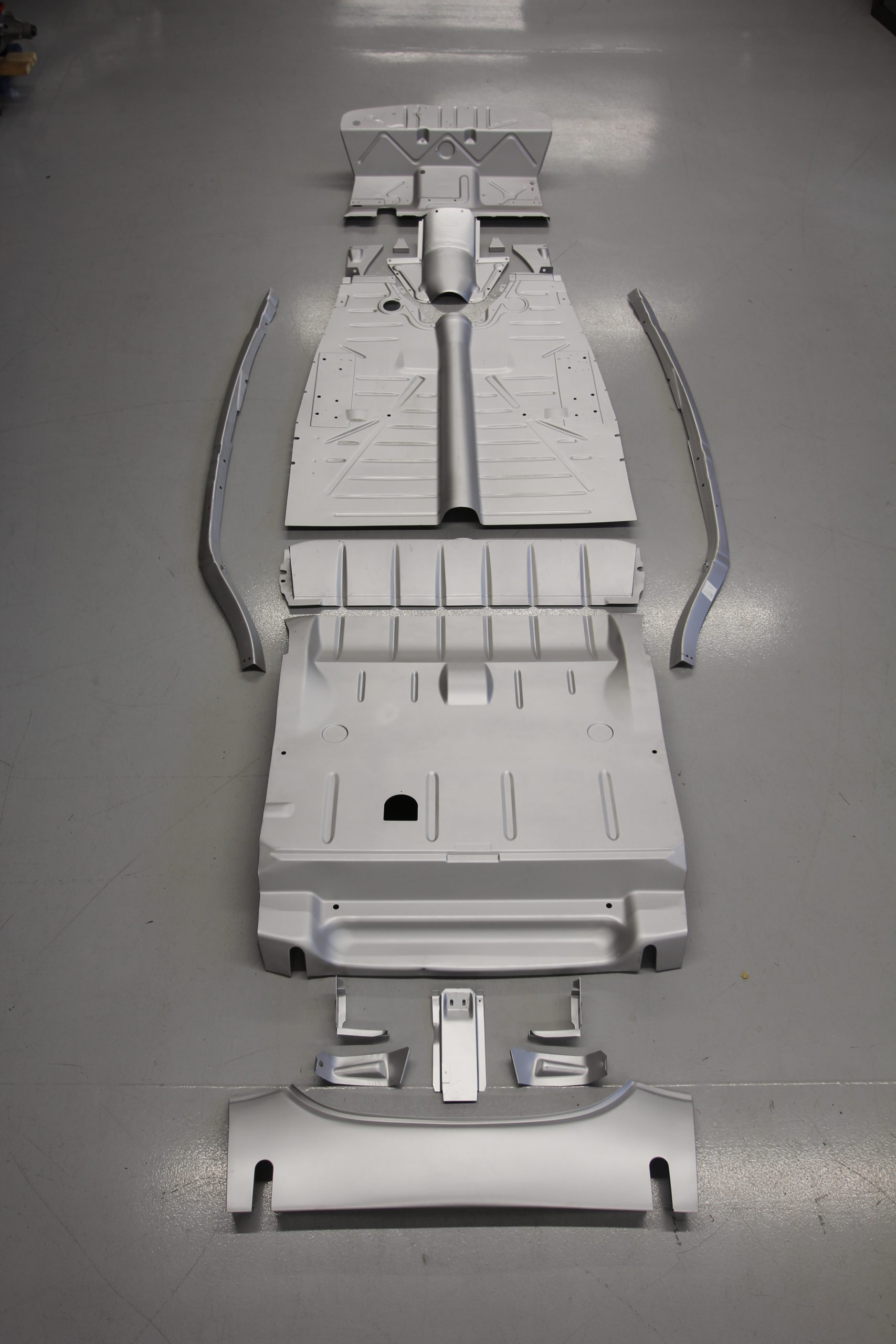
Here are the couple sheetmetal components from United Pacific that we’ll be installing to repair our ’40 coupe. From the top we’ll be replacing the firewall, trans cover, main floor panel, sub rails, middle floor, trunk floor, and under decklid panel. One deviation we’ll be making relates to the middle and trunk floor area. United Pacific’s floor pan is designed to replace what Ford called their 5-window coupe. This model came with a bench seat with a tilt-up back that allowed access to a compartment underneath a package tray between the seat and the trunk. Our body is what Ford referred to as a Business coupe, which featured a split bench seat up front and rear, fold-down jump seats. This rear seat design has garnered this body style the nickname “Opera Coupe”, though Ford never referred to it by that name. Likewise, the coupe with the package tray is commonly referred to as a “Business Coupe”, which is technically incorrect, although it makes more sense. The difference in the floor pans allows for additional foot room for the jump-seated passengers in the Opera-ahem, Business Coupe.
To properly attach the new floor pan to our Fat Man chassis, we’ll be using a complete body mounting kit.
One of the benefits of using a new chassis is the fact that every body mounting hole is precisely located, drilled, and tapped, giving us a solid foundation for mounting the new sheetmetal.
That’s not to say that there isn’t a touch of variance once the new floor pan is in place. With the fasteners finger tight, the sheetmetal can be moved ever-so-slightly to get things nice and square.
I wanted to do a dry run assembly of all the sheetmetal components so I knew the order in which things needed to be installed. Turns out the body is attached to the subrails and the subrails attached to the floor. This also allowed us to inspect the area of the “opera seats” that will need to be modified. Basically, we need to move the transition from the main floor to the trunk back a foot.
We’re going to install the front floor panel first as everything else seems to attach to it. Bolted in place, a length of one-inch square tubing is used to support the rear section of the floor.
The next step is to prepare the body to be set in place. Without the floors and subrails, our body is very flimsy. Simply lifting it would probably cause the roof to buckle and make matters much worse. So, we need to stiffen things up before we can move it. One of the easiest things we can do to keep things straight and square is to tack weld the doors to the body. But first, we need to square the doors in the opening. This will ensure that when the subrails and floor are welded to the body, the door opening will be exactly where we want it.
Luckily, it only took a couple shims behind the hinges to get the doors nice and square. At this point, a series of tack welds along the b-pillar is all that’s required. Notice that we have already repaired the lower door panels.
With the body properly supported, we use a two-post lift to drop the body over the new floors. Here, you can see the existing, rotten subrails that will need to be trimmed away.
With the body back in the air, the offending sheetmetal can be carefully trimmed away. Note the one-inch square tubing that is resting on the two-post lift’s arm. This is tack welded to the body under the quarter window and attached to a similar section of tubing to support the entire back half of the body.
While most of the sheetmetal where the body meets the subrails is rotten, there are still a few spot welds in the rear wheel opening that needed to be cut away to free the rotten subs. This will allow us to weld the new subrails to the body until we repair the surrounding area in the future.
At the A-pillar, things are slightly more solid and the old spot weld locations can be seen. We’ll be using these to weld the subrails in place.
Here’s what’s left of our subrails, a pile of rusty junk.
With the offending sheetmetal trimmed away, the new subrails are temporarily set in place to ensure no additional trimming is required.
Though our rear fender wells are rather rusty and require further repair, for now the subrails can be tack welded in place, allowing us to continue with the floor repairs.
Up at the lower cowl / A-pillar, like the top of the subrails, each side will be spot welded to the body as well.
Before we do that however, this area received a couple coats of weld-through primer to prevent further rust. Once the subrails are welded into place, this pocket becomes inaccessible and a great trap for future moisture and debris.
The new subrails and existing body have a handful of body mounting holes that are used to align things up. Clamped in place, a couple tack welds will secure the subrails to the body while it’s dropped onto the new floor pan.
After everything has been checked and double checked, the body is lowered onto the new floor and chassis for the final time before the subrails are tacked in place.
With the subrails tacked to the body and the assembly resting on the new floor, we decided to remove the middle and trunk floor area before proceeding. Like peeling back the skin of an onion, the rusty sheetmetal is carefully trimmed and peeled away.
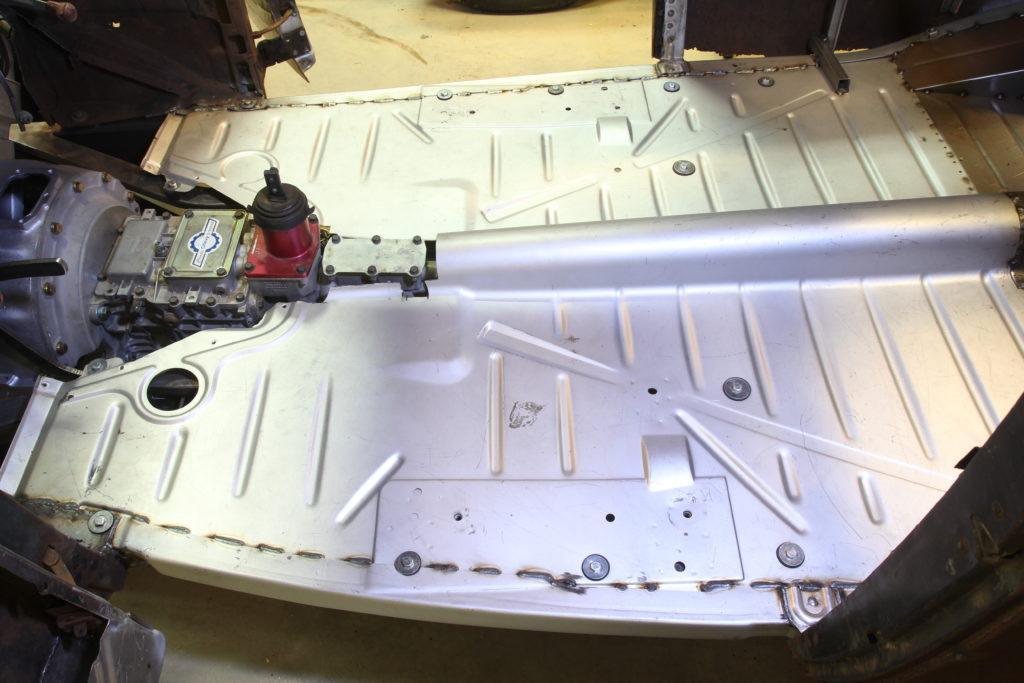
This view shows the entire trunk floor area, having been removed, as well as the new front floor section and subrails.
One thing I added that isn’t stock to ’40 Fords are these door post brackets for ’35-36 Ford roadsters and phaetons. The area where our b-pillars contacted the floor was rotten, but the pillars were in decent shape. These brackets allowed us to tie the pillars to the floor while providing additional strength.
After removing the rotten trunk floor it was decided that the body would have to be removed one more time in order to install the trunk floor. Before doing so however, we decided to tack the new floor panel and subrails so that the body and floor could be removed as a single unit. Here, the new United Pacific trunk floor pan is installed on the chassis in the same manner as that used on the main floor.
The body is then dropped back on the chassis and the trunk floor checked for fitment.
Before the trunk floor is attached to the body, a handful of measurements are taken to ensure that the floor is square in relation to the chassis and the body.
We leveled the chassis and body on the lift to provide another reference point when installing the new floor components. Any flat surface, whether it be on the chassis, body, or new floor panels, should be level.
Like the subrail attachment area, portions of the rear quarter panel where the trunk floor attaches is in need of further repair. At this point however, a few tack welds is all that’s required to keep us moving forward.
This is the area where our “opera seats” will be located and where we need to modify the floor panels to suit. The 5-window coupe floors were raised behind the front seat and then blended into the trunk floor. To allow for additional foot room for the opera-seated passengers, the floor needs to be lengthened before the rise to meet the trunk floor. The triangulated four-link suspension design of the Fat Man chassis necessitated additional clearance to be in the floor as well, so two birds, one stone.
To lengthen the flat surface of the main floor area, I simply trimmed the new kick up section of the trunk floor and moved it rearwards. A section of one-inch tubing is clamped in place to ensure everything remains flat while the new section is tacked to the trunk floor.
The additional foot room added to the main floor by moving the raised section rearward is apparent from this angle as is the one-inch square tubing structure that has been supporting the body throughout the process.
Extending the floor section is a simple manner of fabricating two flat panels, trimmed to fit. Using an Eastwood Bead Roller, we opted to roll a couple rows into the surface of each panel to strengthen it and give it a matching look to the existing new floors.
We also added a flange to one end with the Eastwood bead roller so that it can slip under the main floor section and be spot welded into place.
With the panel tacked at both ends, it’s time to address the outer pockets that need filling.
For strength and simplicity, I’d like to make this section out of one piece. First a template is made before the shape is transferred to 18-gauge sheetmetal.
The pocket was made by breaking the one edge and trimming to suit. Note the bead roll that was also applied to this panel.
The last piece of the puzzle is to fabricate a small driveshaft tunnel to match the existing new floor’s shape, terminating into the trunk floor kick up.
With the new floors tacked in place, it’s time to burn the sheetmetal in once and for all before moving on to the firewall and the under decklid panel. Then, it’s a matter of applying seam sealer, undercoating, and a final top coat and these floors are a wrap!
Related posts:
Roadster Rhinoplasty, Part II Roadster Rhinoplasty, Part II The track nose for the Project Potvin roadster is starting to take shape By Ryan Manson * clampdowncomp@gmail.com Our last story laid the foundation for the front end of the Project Potvin Roadster in the form of building a buck in which to shape the track...
Roadster Rhinoplasty, Part III Roadster Rhinoplasty, Part III Wrapping up the track nose for the Project Potvin roadster By Ryan Manson * clampdowncomp@gmail.com One of the most exciting aspects of any project is when it really begins to take shape and form and begin to actually look like something. For the past year or...
Replacing an Under Decklid Panel on a 1940 Ford coupe Replacing an Under Decklid Panel on a 1940 Ford Coupe Battered, Bruised, and Broken By Ryan Manson * clampdowncomp@gmail.com One of the most common troublesome areas on a 1935-40 Ford coupe has got to be the panel under the decklid. Whether damaged from collision, rot, or rust, this panel seems...